خانه
اپلیکیشن زینگ
آشنایی و همکاری
سامانه صادرات و واردات
فروشگاه
خدمات اطلاعاتی
اخبار و مقالات
تماس با ما


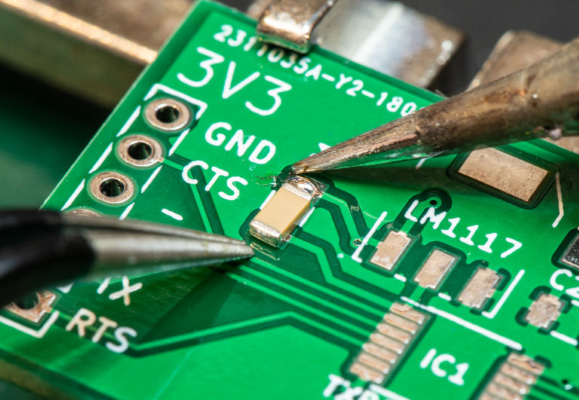
لحیم کاری قطعات SMD با هویه:
لحیم کاری دستی با هویه داغ سنتی ترین روش برای لحیم کاری قطعات SMD است. این کار با استفاده از هویه لحیم کاری انجام می شود.

انجام لحیم کاری با این روش ممکن است در آغاز دشوار باشد، اما بعد از چند روز تمرین به آن عادت خواهید کرد.
برای داشتن دقت بهتر، به یک هویه لحیم کاری بسیار ظریف (ترجیحاً با کنترل دما)، مقدار زیادی فلاکس و البته کمی حوصله نیاز خواهید داشت.
به طور کلی، می توانید بسته های 1206 تا 0603 را با دست و بدون مشکل آن چنانی لحیم کنید. اما اگر قطعه ها کوچک تر از این اندازه باشند، ممکن است به یک میکروسکوپ یا ذره بین نیاز داشته باشید، زیرا لحیم کاری این قطعات با چشم غیرمسلح دشوار است. مراحل لحیم کاری قطعات SMD با هویه به صورت زیر است:
لحیم کاری قطعات SMD با هیتر:
برای لحیم کاری با این روش، ابتدا ابزار و تجهیزات لازم را تهیه کنیم.
ابزار لحیم کاری قطعات SMD با هیتر:
ابزار اصلی لحیم کاری هوای گرم، یک دستگاه تولیدکننده هوای گرم است که در شکل زیر نشان داده شده است و با نام های تجاری مختلفی موجود است. به این دستگاه هیتر هوای گرم نیز می گویند.
همان طور که در شکل می بینیم، این دستگاه نه تنها شامل یک مولد هوای گرم، بلکه یک هویه لحیم کاری دستی نیز هست. برای هر ابزار یک کنترل کننده دما و نمایشگر دیجیتال دما (بر حسب درجه سانتی گراد) وجود دارد. دستگاه هوای گرم همچنین دارای دکمه هایی برای تنظیم میزان جریان هوا است.

همان طور که می بینیم، این دستگاه نه تنها شامل یک دستگاه لحیم کاری با هوای گرم است، بلکه یک بخش برای لحیم کاری دستی نیز دارد. برای هر ابزار یک کنترل دما و بازخوانی دیجیتالی جداگانه (به سانتیگراد) وجود دارد. دستگاه هوای گرم (هیتر) همچنین دارای شماره برای تنظیم میزان جریان هوا است.
علاوه بر کنترل میزان هوای گرم در هیتر، اندازه های مختلفی برای نازل وجود دارد که با استفاده از آن ها می توان لحیم کاری قطعات SMD را انجام داد.
چند وسیله اضافه برای استفاده مؤثر از دستگاه هوای گرم لازم است. تصویر زیر ضروری ترین موارد را نشان می دهد.

سرنگ حاوی خمیر لحیم کاری یا اصطلاحاً خمیر قلع است که از مخلوطی از ذرات لحیم بسیار کوچک و فلاکس تشکیل شده است. فشار دادن پیستون سرنگ، خمیر لحیم کاری را از طریق سوزن آن خارج می کند که اغلب قبل از قرار دادن قطعات SMD، برای استفاده از لحیم کاری و فلاکس مستقیم روی پدهای PCB استفاده می شود.
خمیر لحیم کاری در شیشه های کوچک نیز موجود است که می توان آن را به سرنگ منتقل کرد یا مستقیماً PCB را با استفاده از ابزاری بسیار کوچک به آن آغشته کرد.
از سیم لحیم (با استفاده از هویه دستی) برای اتصال پایه های قطعات یا جدا کردن آن ها یا محکم کردن اتصالات ضعیف استفاده می شود.
از الکل ایزوپروپیل همراه با یک مسواک نرم، اسفنج پنبه ای و یا پارچه برای تمیز کردن سطح PCBها قبل از لحیم کاری و از بین بردن باقیمانده فلاکس پس از لحیم کاری استفاده می شود. الکل نشان داده شده در شکل تقریباً 100٪ خالص است، اما اگر زمان اضافی برای تبخیر آب باقیمانده وجود داشته باشد، می توان از غلظت کمتری (مانند 91٪ خالص) نیز استفاده کرد.
فلاکس برای دستیابی به جریان خوب و پوشش لحیم مذاب لازم است. علاوه بر فلاکس مایع (همان طور که در تصویر نشان داده شده است)، فلاکس در یک اپلیکاتور یا همان داروگذار قلمی و به صورت ژل نیز برای استفاده با سرنگ و سوزن بلانت موجود است.
یک جفت موچین خمیده برای کار با SMDها بسیار کارراه انداز خواهد بود. ابزار وکیوم نیز گزینه دیگری است.
از قلع کش نواری (در کنار هویه دستی) برای از بین بردن لحیم کاری اضافی از پایه قطعات استفاده می شود، در نتیجه از اتصال کوتاه بین پایه ها جلوگیری می شود. نوار قلع کش در عرض های مختلف برای اندازه های مختلف قطعات موجود است.
فرایند لحیم کاری قطعات SMD با هیتر:
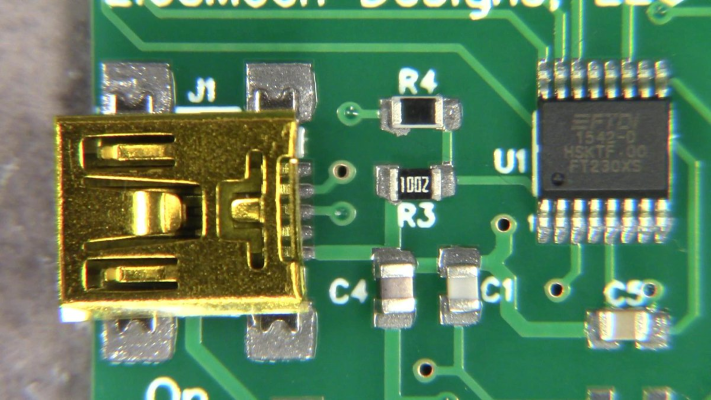
لحیم کاری با هوای گرم به طور معمول برای آن دسته از قطعات SMD انجام می شود که به PCB متصل می شوند. تصویر زیر، بُردی را نشان می دهد که قطعات روی آن نصب شده اند.

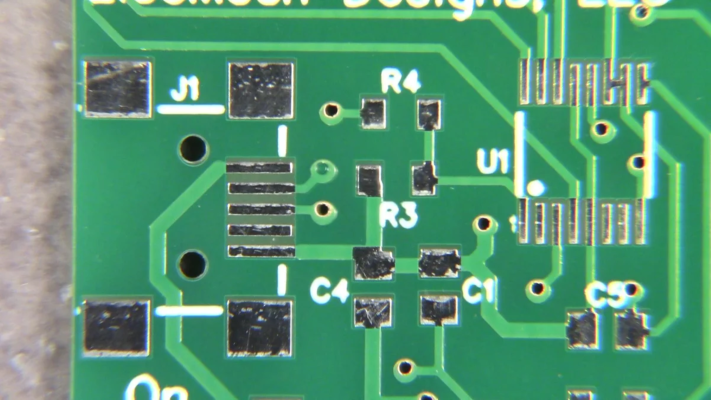
تصویر زیر نیز مربوط به همان برد است که قطعات هنوز روی آن قرار نگرفته اند. همان طور که مشاهده می کنیم، مکان هفت قطعه در تصویر نشان داده شده است: J1 یک جک mini-USB است، R3 و R4 مقاومت 0805، همچنین C4، C1 و C5 خازن 0805 و U1 مبدل USB-UART با بسته TSSOP16 است.
خمیر لحیم در انواع مختلفی با مخلوط فلزات مختلف موجود است، اما رایج ترین نسخه آن تقریباً 60٪ قلع و 40٪ سرب دارد و همان ترکیبی است که معمولاً به کار می رود و بسیار توصیه می شود. البته اگر تجربه استفاده از سایر انواع لحیم (مثلاً بدون سرب) را دارید، در صورت تمایل از آن ها استفاده کنید.
پس از تمیزکاری کامل PCB با الکل، مرحله بعدی استفاده از لحیم است. دو روش اصلی استفاده از خمیر برای لحیم کاری قطعات SMD وجود دارد: دستی با سرنگ یا کاردک خیلی کوچک و دستی با شابلون.
تصویر زیر بلافاصله پس از تزریق خمیر لحیم با سرنگ ثبت شده است. در مورد قطعات 0805، به هر پد یک اندکی خمیر زده شده، اما در مورد پدهای کوچک تر، یک نوار خمیر در سراسر آن ها استفاده شده است (در روند «لحیم کاری فرونشینی» (Reflow Process) خواهیم دید که روی هر پد مقدار زیادی خمیر وجود دارد).

اندازه سوزن های توزیع خمیر لحیم با گِیج مشخص می شود. هرچه اعداد مربوط به گیج کوچک تر باشند، اندازه سوزن نیز کوچک تر است. گیج سوزن هایی که به طور بالقوه برای استفاده در خمیر لحیم کاری مناسب هستند از 14 تا 20 مدرج شده اند. در اینجا سوزن گیج 16 را ترجیح داده ایم. اگر انتخاب بزرگ تر از گزینه مناسب باشد، لحیم زیاد خواهد بود و اگر کوچک تر باشد، لحیم کاری دشوار خواهد شد.
چند نمونه سوزن در تصویر زیر نشان داده شده است. اندازه ها با رنگ پلاستیک بالای سوزن کدگذاری می شوند، اما کد رنگ از یک تولیدکننده به تولیدکننده دیگر متفاوت است. توجه داشته باشید که نوک سوزن ها ممکن است به صورت عمود بر سوزن یا زاویه دار باشند.
در تصویر زیر، خمیر با شابلون استفاده شده است. بهبود در جایابی خمیر و مقدار توزیع شده به خوبی مشخص است.

قطعات در دو تصویر زیر در مکان های مربوط به خود قرار گرفته اند. یک مزیت آشکار استفاده از استنسیل یا همان شابلون این است که محل دقیق پدها مشخص تر است که نتیجه آن قرار دادن دقیق تر اجزا خواهد بود.
یک مزیت نه چندان بزرگ سرنگ نیز این است که خمیر اضافه قبل از لحیم کاری قطعات را با اطمینان بیشتری نگه می دارد.
لحیم کاری بازنشانی چهار مرحله دارد. این چهار مرحله عبارتند از: پیش گرمایش، فرو بردن، بازنشانی و خنک کردن. به طور کلی، این مراحل برای لحیم کاری بازنشانی با دستگاه هوای گرم قابل اعمال هستند.
مسئله این است که هنگام استفاده از دستگاه هویه هوای گرم متغیرهای بیشتری وجود دارند تا اینکه در هنگام استفاده از اجاق که ابزار اصلی لحیم کاری بازنشانی است. علاوه بر زمان و دما، چندین عامل دیگر، از جمله اندازه نازل، فاصله نازل از لحیم، زاویه جریان هوا از نازل به لحیم، سرعت هوای ناشی از نازل، سرعت حرکت نازل در اطراف نقاطی که باید لحیم شوند در لحیم کاری با هویه دستی تأثیرگذار هستند.
در حالت ایده آل، هویه باید به گونه ای نگه داشته شود که دهانه نازل عمود بر سطح PCB و تقریباً 12 میلی متر بالاتر از آن باشد.
حرکت نازل باید حتی الامکان با سرعت یکنواخت باشد؛ اما پین ها/پدهای بزرگ تر (مانند پایه های نصب شده J1) به هوای گرم بیشتری نسبت به پین ها /پدهای کوچک تر نیاز دارند و بنابراین نازل باید بیشتر از حالت عادی در آن ناحیه حضور داشته باشد. به طور کلی، بهتر این است که PCB های بزرگ تر را به بخش های کوچک تر تفکیک کرده و یک قسمت را قبل از پرداختن به بخش دیگر کاملاً لحیم کنیم.
با وجود همه این متغیرها، لحیم کاری هوای گرم بسیار تابع شرایط خواهد بود و هر شخص ترکیبی از متغیرهای خاص خود را در نظر می گیرد که برای کار مورد نظر او بهتر باشد.
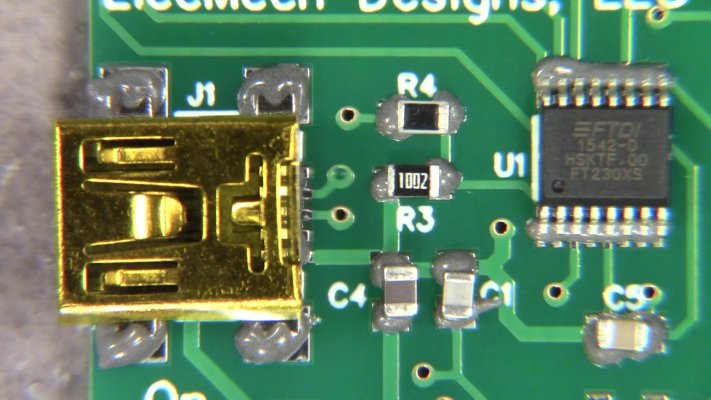
تصویر زیر نتیجه حاصل از استفاده از سرنگ را برای آغشته کردن مدار به خمیر لحیم نشان می دهد. همان طور که می بینیم، تمام پدها لحیم زیادی دارند، اما تنها دو قطعه تحت تأثیرات منفی قرار گرفته اند. J1 دو یا سه پایه دارد که اصطلاحاً پل یا همان اتصال کوتاه شده اند. پایه های 4، 5 و 6 قطعه U1 اتصال دارند. پایه های 9 و 10 احتمالاً به پدها متصل نیستند و پایه های 11، 12، 13 و 14 نیز ممکن است پل شوند. قطعاً لازم است مجدداً کار انجام شود و البته که خسته کننده خواهد بود.

تصویر زیر نیز نتایج کار انجام شده با استفاده از شابلون را نشان می دهد. C1 در طی فرایند لحیم کاری تکان خورده، اما در طی فرایند بازنشانی به موقعیت خود نزدیک شده است. C5، نیز که تکان خورده، در هنگام بازنشانی کاملاً به عقب کشیده شده است.
به لطف پین های پلاستیکی که از پایین جک از سوراخ های صفحه بیرون زده اند، J1 علی رغم ضربه خوردن در موقعیت خود باقی مانده است. U1 علی رغم اینکه کمی از موقعیت خود خارج شده، هیچ پلی نساخته یا مشکلات دیگری ایجاد نکرده است.
C1 به خاطر ظاهری که دارد و منحرف شده، باید جابه جا شود تا روی پدهای خود قرار گیرد؛ البته با همین ظاهر قرارگیری نیز هیچ مشکلی در لحیم کاری آن وجود ندارد که موجب اختلال در عملکرد مدار شود.

بازنگری، بخشی از لحیم کاری قطعات SMD است و این کار در مواردی که از سرنگ برای قرار دادن خمیر روی برد استفاده می شود، ضروری است. در مدار موجود، ابتدا تلاش شده پل های لحیم کاری از زیر U1 با قلع کش مسی پاک شود، اما این کار موفقیت آمیز نبوده است.
پس از جدا کردن U1، با کمک قلع کش مسی پدها از لحیم پاک شده و با الکل ایزوپروپیل باقیمانده فلاکس زدوده می شود. توجه داشته باشید که قسمت براق بین پایه های 10 و 11 قطعه U1 باقیمانده لحیم نیست، بلکه ردی از PCB است که خیلی کوتاه است و نمی تواند توسط ماسک لحیم پوشانده شود. علاوه بر این، قبل از ثبت دو تصویر زیر، پل های لحیم کاری بین سه پایه بالای J1 با قلع کش مسی پاک شده اند.

تصویر زیر، مدار را بعد از آغشته کردن مجدد پدهای U1 با استفاده از سرنگ نشان می دهد.







|
|

|

|
| نماد اعتماد الکترونیک | نشان ملی ثبت | گواهی شامد ارشاد |
![]()
![]()
![]()
![]()
![]()
![]()
© کلیه حقوق مادی و معنوی این وب سایت متعلق به داده پردازان هومان پویان می باشد.

